
")
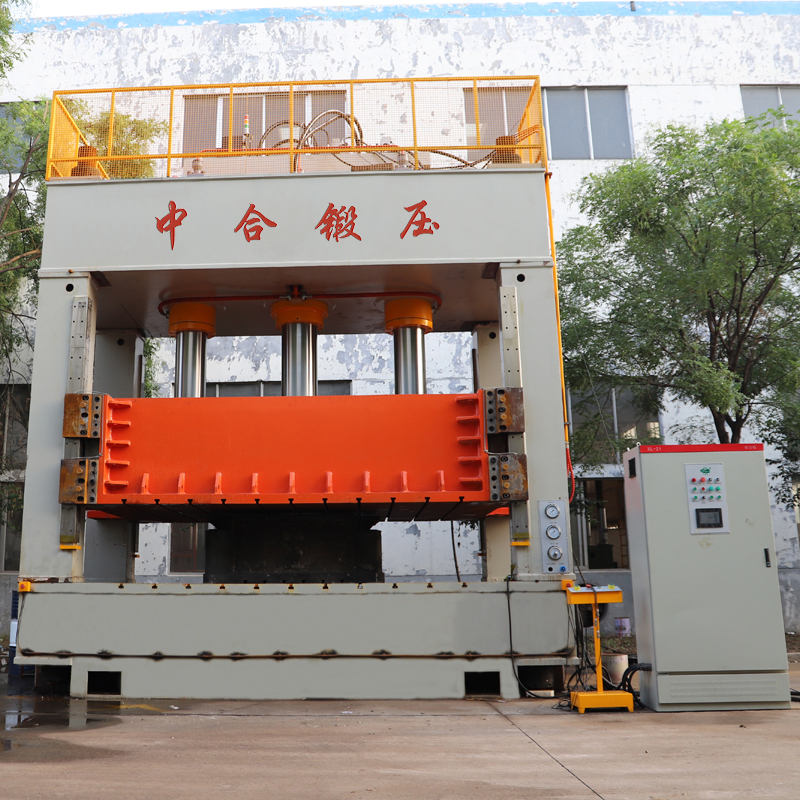
汽车内饰件模压框式液压机主机的结构形式及要求:液压机主机由机身、滑块、移动工作台、主缸、液压垫、移动工作台提升夹紧油缸、行程限位、上极限安全锁紧装置等组成。
1、机身:为整体框架式结构,由钢板焊接的结构件组成,采用Q235优质钢板焊接结构,二氧化碳气体保护焊;焊后需经过退火处理充分消除焊接变形和应力,确保焊接件经久而不变形,精度保持性好。其中下横梁、支柱、上横梁通过拉杆预紧(液压预紧)构成组合框架;机身中间设有滑块、滑块导向采用斜楔式四角八面导轨,滑块导板采用复合材料,支柱上的导轨采用可拆卸导轨。
①上梁、底梁:上梁、底梁由Q235-A钢板焊接而成,焊后进行消除内应力处理,确保汽车内饰件模压框式液压机设备自身结构和精度稳定性。上梁上加工有主缸安装孔。底梁内部安装液压垫缸及液压垫。
②支柱:支柱由Q235-A钢板焊接而成,焊后进行消除应力处理。支柱上安装有可调的滑块导向块。
③拉杆、锁母:拉杆、锁母材料均为45#钢。拉杆与锁母螺纹相配,通过超高压预紧装置预紧,锁紧机身。
2、滑块:滑块为钢板焊接箱形结构,滑块底面板为整块钢板,保证足够的刚度和强度。汽车内饰件模压框式液压机滑块采用四角八面导轨导向,在左右支柱上共设有4组导向块,滑块的导板在导轨上作垂直运动,运动导向精度靠滑块导轨上斜铁来调整,以保证与移动工作台的平行度,调整方便,调整精度高,调整后精度保持性好,抗偏载能力强。导轨摩擦副一侧为合金材料,另一侧采用铜基合金材料。此外,导轨经淬火处理,硬度在HRC55以上,耐磨性能良好,使用寿命长。滑块导轨面设有加油孔自动加油,以便润滑运动部位。汽车内饰件模压框式液压机滑块微调由比例流量阀控制实现,用于试模选择时微调、合模,达到0.5-2mm/s范围内可调。
3、移动工作台:汽车内饰件模压框式液压机配有一个前移式移动工作台,移动工作台为Q235-A钢板焊接结构,焊接后进行消除应力处理,移动工作台面加工“T”型槽及顶杆孔,“T”型槽及顶杆孔尺寸按甲方提供的布置图制作。配备相应的顶杆和防尘盖,顶杆的热处理硬度为HRC42度以上。汽车内饰件模压框式液压机移动工作台重复定位精度±0.05mm,驱动方式为齿轮加减速机驱动,为自行式结构。含贴合检测装置,当移动工作台下平面和底梁下平面的间隙大于0.3mm时主机不许工作。提供全部顶杆孔盖。工作台上平面有十字对模槽。
4、主缸:汽车内饰件模压框式液压机的主油缸采用活塞缸和柱塞缸结合的多缸式结构,活塞杆采用优质碳素结构钢锻件,表面经淬火处理以提高硬度;缸体采用优质碳素结构钢锻件,以保证材质的均匀性,油缸密封采用进口材料优质密封圈密封。
5、液压垫缸:汽车内饰件模压框式液压机底梁内部设置一个液压垫缸装置,液压垫具有液压垫或顶出器两种功能,可用于在钢板拉伸过程中提供压边力或用于顶出制件,液压垫为单顶冠结构,并安装直线位移传感器,压机能方便地实现滑块和液压垫行程转换位置的数字设定,操作简便实用。
6、缓冲缸:汽车内饰件模压框式液压机按需备冲裁缓冲装置,由缓冲缸、缓冲系统及相连机构构成,安装于压机底梁上部,用于切边、冲孔等冲裁工艺。冲裁过程中可通过缓冲缸、缓冲系统吸收冲击,消除震动。